Innovative Surface Solutions for Modern Architecture
Nanan Zenlith Co., Ltd. stands as a beacon of excellence in the stone industry. We are a professional manufacturer and global supplier specializing in artificial marble, quartz stone, and engineered natural stone solutions for residential, commercial, and architectural applications.
Based in Nanan—one of China’s most established stone industry hubs—we integrate advanced production technology with strict quality control. Our mission is to deliver consistent, high-performance surfaces that bridge the gap between natural aesthetics and industrial durability.

Understanding the multi-billion dollar shift in modern construction
The global Engineered Marble Panels market has witnessed an unprecedented surge in the last decade. As natural stone reserves face sustainability challenges and escalating costs, engineered solutions have transitioned from "alternatives" to "preferred choices." Factories across the globe are now focusing on composite materials that combine the timeless beauty of calcium carbonate and polyester resins with high-tech polymers.
In North America and Europe, the demand for engineered surfaces in hospitality and retail environments has grown by 15% annually, driven by the need for lightweight, easy-to-install, and low-maintenance materials.
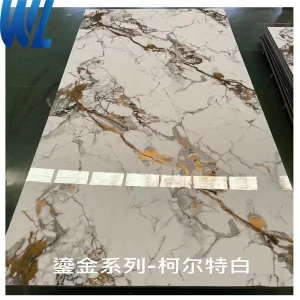
Leading suppliers are now utilizing 3D digital printing and vacuum vibration compression technology to mimic rare natural stones like Calacatta and Statuario with 99% visual accuracy.
Staying ahead with AI-driven design and sustainable manufacturing
Modern factories are shifting toward recycled stone dust and bio-resins, reducing the carbon footprint of production by up to 40%.
The industry is moving toward "Seamless Living," where oversized panels (up to 3200x1600mm) eliminate grout lines in luxury interiors.
AI algorithms are now used to create non-repetitive vein patterns, ensuring each engineered panel looks unique, just like natural marble.
Incorporating anti-microbial coatings and high-UV resistance for both indoor and outdoor semi-exposed applications.

B2B buyers, including architectural firms, large-scale developers, and interior design wholesalers, look for several critical factors when selecting an Engineered Marble Supplier:
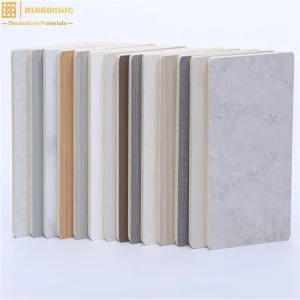
From the high-humidity bathrooms in Southeast Asia to the luxury hotel lobbies in Dubai, our panels are engineered for specific environments. For instance, our Moisture Resistant PVC Marble is the top choice for kitchen backsplash projects in coastal regions where humidity often degrades traditional materials.
The Zenlith Advantage in Nanan Stone Cluster
Being located in Nanan allows us immediate access to raw materials and specialized logistics, significantly reducing lead times for large-scale international orders.
We utilize Italian-designed vacuum presses and German automated polishing lines, ensuring every slab meets premium global standards at a competitive price point.
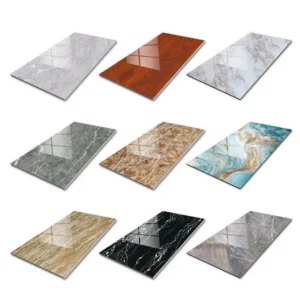
Zenlith’s product portfolio includes artificial marble slabs, engineered quartz surfaces, and natural stones. Our materials are widely used for kitchen countertops, wall cladding, and custom interior projects.
With a commitment to innovation and sustainability, Zenlith continuously upgrades its manufacturing processes. We serve customers across North America, Europe, the Middle East, and Southeast Asia. Our reputation for quality, competitive pricing, and dependable delivery makes us a trusted partner for stone solutions worldwide.
Our experienced team provides comprehensive OEM/ODM services, supporting clients from material selection and customization to packaging and expert export logistics.
Advanced Materials for Every Architectural Need












{kind=link}