Nanan Zenlith Co., Ltd. is a professional manufacturer and global supplier specializing in artificial marble, quartz stone, and engineered & natural stone solutions for residential, commercial, and architectural applications. Based in Nanan—one of China’s most established stone industry hubs—the company integrates advanced production technology.
Serving customers across North America, Europe, the Middle East, and Southeast Asia, Nanan Zenlith Co., Ltd. has built a strong reputation for quality, competitive pricing, and dependable delivery—making it a trusted partner for stone solutions worldwide.

Zenlith’s product portfolio includes artificial marble slabs, engineered quartz surfaces, and a wide selection of natural stones such as granite and marble. Designed to meet modern design and construction demands, its materials are widely used for kitchen countertops, bathroom vanities, wall cladding, flooring systems, and custom interior projects.

With a commitment to innovation and sustainability, Zenlith continuously upgrades its manufacturing processes to ensure environmentally responsible production and long-term product reliability. Its experienced team provides OEM/ODM services, supporting clients from material selection and customization to packaging and export logistics.
The global construction industry is undergoing a paradigm shift towards sustainable and high-performance materials. Composite marble flooring, once a niche alternative, has now become a central pillar in modern architecture. Unlike traditional solid marble, composite materials offer a unique blend of natural aesthetics and enhanced physical properties, such as lower porosity and higher fracture toughness.
Global Annual Growth
Exporting Nations
Water Absorption (Avg)
Customizable Patterns
From luxury hotels in Dubai to high-traffic shopping malls in London, composite marble is the preferred choice. The primary driver is the cost-to-benefit ratio. Project managers and architects favor these materials because they provide the "luxury look" of Italian marble while being resistant to the harsh cleaning chemicals used in industrial environments.
Modern factories are moving away from traditional petrochemical binders to bio-based resins, reducing the carbon footprint of every slab produced.
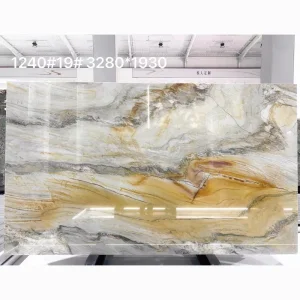
Using AI technology, we can now simulate the natural "imperfections" of Calacatta and Carrara marble with 99% accuracy across large production runs.
The demand for 3mm to 6mm composite panels is surging, allowing for marble-look wall cladding that doesn't require heavy structural support.
China has established itself as the global hub for stone processing. As a frontline composite marble flooring factory, we offer advantages that go beyond just price:
Our facilities utilize Italian Breton-style vacuum vibro-compression technology, ensuring that every composite tile is free from air bubbles and internal micro-cracks.
Located in Nanan, we have immediate access to raw calcium carbonate, high-quality pigments, and the world's most efficient logistics network.
Every batch undergoes ASTM testing for hardness, slip resistance, and chemical stability before even leaving the factory floor.
Composite marble isn't just for floors. Its versatility makes it suitable for high-end interior environments:
For international wholesalers and project bidders, selecting the right China Top Composite Marble Flooring Factory is a strategic decision that affects the longevity and aesthetic integrity of multi-million dollar developments. In this comprehensive analysis, we explore the technical specifications and procurement strategies that define high-tier stone solutions.
Composite marble (also known as engineered marble or cultured marble) typically consists of 90-95% natural marble crushed stone or marble powder, mixed with high-performance unsaturated polyester resins and pigments. The manufacturing process uses high-pressure molding to eliminate internal voids, resulting in a material that is significantly more uniform than its natural counterpart.
Current procurement trends show a 25% increase in engineered stone imports from China to Western markets. This is driven by the need for consistency. For large-scale projects like 500-room hotels, natural marble will inevitably show color variations between blocks. Composite marble guarantees a uniform chromaticity, ensuring that the floor on the first floor matches the floor on the 50th floor perfectly.
In the Middle East, high thermal stability is required to prevent warping under extreme climate conditions. In Europe, the focus is on LEED certification and low VOC emissions. We address these local needs by customizing our resin formulas. Our "Extreme Climate" line of composite marble is engineered specifically for durability in wide temperature fluctuations, making us a preferred partner for global engineering firms.
As an industry leader, Zenlith focuses on R&D. We are currently implementing digital twin technology in our production lines to track the quality of every slab in real-time. This level of transparency and technical sophistication is what separates a world-class factory from a standard supplier. By choosing to source from China's top tier of manufacturers, you ensure that your supply chain is resilient, high-quality, and future-ready.












{kind=link}